| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
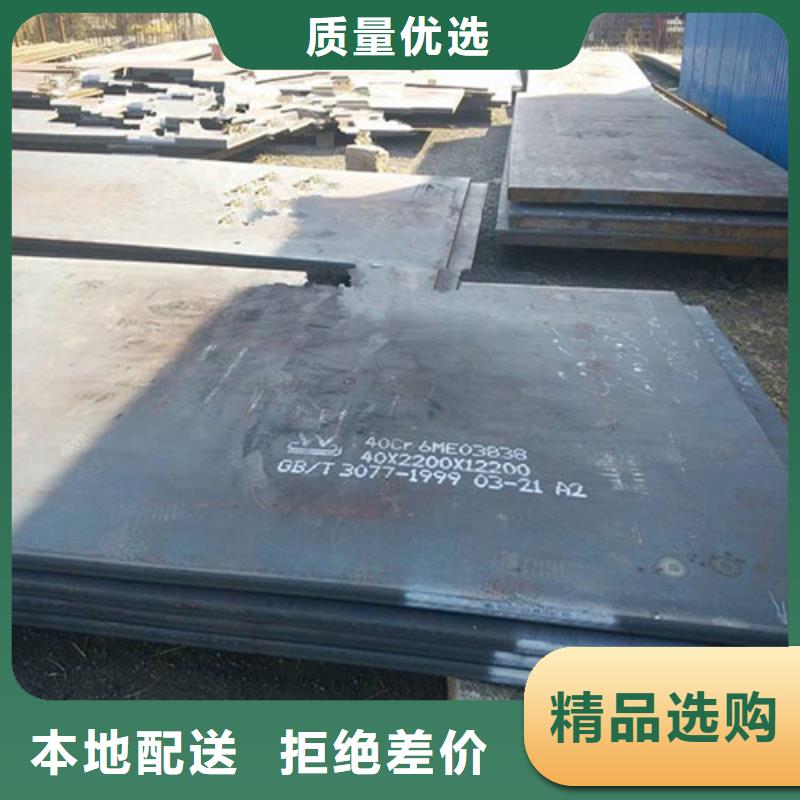
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |
多年来,南京聚贤丰汇金属材料有限公司始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 锻造圆钢市场为准则,以新创科技为先导”“以德做人、以诚做事”,的经营理念,扎实地走科研与生产 锻造圆钢相结合的道路。常年来受到了各界的一致好评, 每个员工坚持“质量铸就品牌”的企业宗旨致力于提升企业核心竞争力,铸造鲜明的企业文化,追求可持续发展打造强势品牌,实现科技富民,产业报国之宏愿。

在合金钢板出现之前,碳钢一直是钢板的主流产品。但随着工业和科技的发展,钢板在日常生活中的应用越来越广泛。
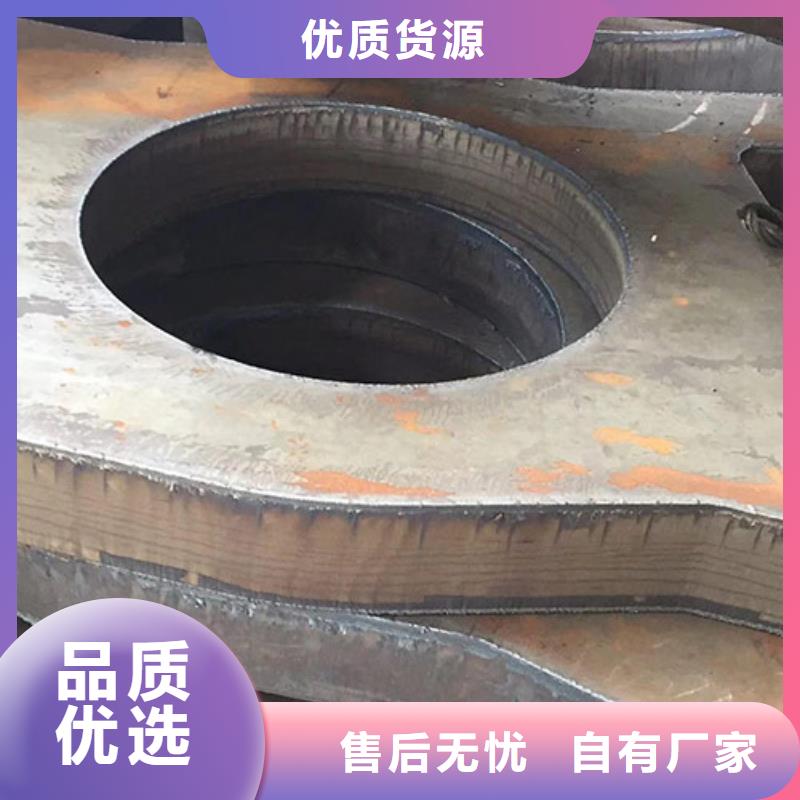
在全部激光切割全过程中,日常清理中出現的激光切割面凸凹不平、裂缝、凹痕、歪斜等难题,会比较严重严重危害推迟交货的品质。钢板切割,从字面讲,是一种激光切割建筑施工机器设备的方法,主要是运用汽体的火苗做为专用型激光切割专用工具,上升必须激光切割的设备的溫度,使金属材料高分子材料可以确保其着火点,随后释放出来高压氧仓中的气旋,进而在金属材料高分子材料中导致间隙。它是工程建筑原料的一种普遍的生产制造方式。
一般来说,工业钢板需要事先加工和切割,仅仅这样就能达到理想的尺寸和型号尺寸。随着同一城市越来越多的钢板制造商,无论是传统的切割还是数控切割,都可以在进行全面的比较和分析之前选择许多客户。为了找到一个高性价比的制造商,这一过程的质量和性能是更有保障的。
采用数控切割钢板使用止水钢板的方法
首先,在钢板加工过程中,厂家选择先进的 切削设备来完成切削过程,切削过程尺寸精度高,模型尺寸稳定效果好。始终按照客户要求切割,钢板尺寸和刀尖达到理想的切割效果,切割技术越来越独特,掌握切割要求和细节,基本上可以看到st加工。鳗鱼材料将更加先进和 。
钢板的加工工艺越来越复杂,为了提高钢板外观边缘和尺寸的正确效果,在使用中放心,尤其在质量水平上提高。通过比较不同厂家,可知数控切削的工艺流程和技术要点不同,可能的加工质量也不同。总是结合先进的切削设备和工艺完成,使钢材质量越来越高。
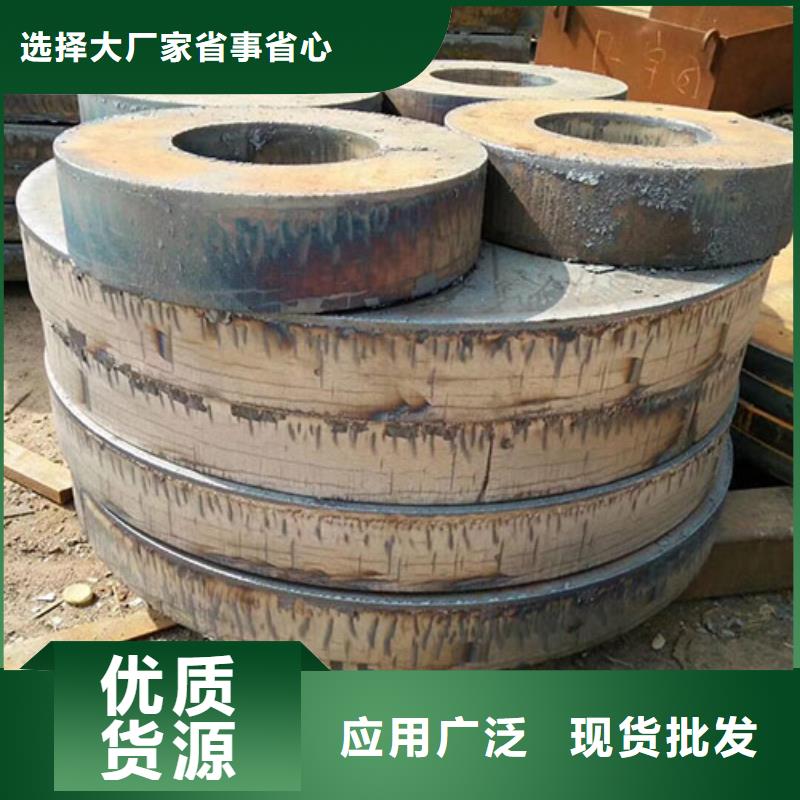
钢板加工的目的是将相同规格的整块钢板制成不同的形状,以满足客户的不同要求,从而可以应用于不同的领域。那么钢板加工的具体功能是什么?
首先,钢板加工可以通过使用钢板整平技术有效地去除表面上的划痕和较小的裂纹,减少和细化制造过程中钢板表面不可避免的粗糙度,从而使钢板表面变得更加光滑,从而提高和改善钢板的质量,并使这些钢板能够用于更精密的仪器中而不会造成缺陷。另外,钢板加工能改善钢板表面的颜色和亮度,使钢板看起来更加美观,可用于产品表面。
钢板加工时的止水钢板有哪些方法?在一些建筑工地,很多人都能看到铺设防水钢板的专业技术工人。
所以,对于许多企业来说,生产止水钢板时是否有统一的模型标准?事实上,情况并非如此。
钢板数控切割机的主要特点和性能:
配有LCD显示屏,全为简体中文,傻瓜式操作。显示屏下随时提示各种操作方法,不需培训操作人员,不需阅读说明书,可完成各种操作,使用方便。主控板有各种故障指示灯,故障诊断一目了然,整体维修方便快捷。

9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺最适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的最古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从最小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。


![[南京]聚贤丰汇金属材料有限公司名片](http://ypmimg.sys00.com/UploadImg/2780/new_card.jpg "[南京]聚贤丰汇金属材料有限公司名片")